
Érdekes, hogy a 3D nyomtatás egészen az 1800-as évek végéig nyúlik vissza, mikor is Francois Willéme, francia művész egy olyan technológiát fejlesztett ki, amivel tárgyakat és embereket 24 szögből fotózott le, majd az elkészült képek segítségével alkotta meg a modellek 3 dimenziós mását. Ez a technológia adja az alapját a mai számítógépes 3 dimenziós modellezésnek és szkennelésnek.
Az igazi áttörést természetesen jóval később Charles W. Hull 1983-as ötlete hozta meg. Hull egy műanyagipari vállalat dolgozójaként UV fény segítségével műanyag réteg felhelyezését látta el különböző bútorlapokra. Munkája során felismerte, hogy ezen rétegekből akár több ezret is egymásra applikálhat, a megfelelő rétegparaméterek számítógépes meghatározásával pedig végül összefüggő̋ térbeli alakzatot kaphat. Mindeközben 1987- ben Carl Deckard, az University of Texas kutatója feltalálta a szelektív lézerszinterezést, vagyis az SLA rendszert, mely egy másfajta technikávalért el Hull eljárásáhozhasonló eredményt. A harmadik és a nyomtatás piacát mai napig egyik meghatározónak számító szálolvasztásos (FDM, Fuseddepositionmodeling) technológiát Scott Crump találta fel 1987-ben.
A 3D nyomtató meghatározása egyszerű! Digitális modellekből 3 dimenziós tárgyak nyomtatására képes eszköz. Eleinte a főbb alkalmazási területei a prototípus nyomtatás volt, majd az idő haladtával, és a technológia fejlődésével hobbi szintű, ipari és orvosi alkalmazásra is tökéletesen alkalmas lett. A nyomtatás additív eljárás során, vékony rétegek lerakásával készít tárgyakat.
Az alapelv
 A 3D nyomtatást megelőzi a digitális modell elkészítése. Ezt a folyamatot egy számítógépes tervező CAD, vagy egy 3D modellező programmal lehetséges felépíteni. Meglévő testekről, pl. egy gipsz lenyomatról, vagy élő száj leképezéséről 3D szkenner segítségével készíthető a digitális modell. A legtöbbet alkalmazott fájlformátum az úgynevezett STL fájl (Standard TessellationLanguage / STereoLithography), mely a térbeli test felületét apró közelítő háromszögekre bontva tárolja, ezt hívjuk háromszögelésnek is. A közelítés annál pontosabb minél kisebb a háromszöges közelítés. A legfontosabb eltérések azonban abban rejlenek, hogy a rétegek hogyan épülnek egymásra a modellek készítésekor.
A 3D nyomtatást megelőzi a digitális modell elkészítése. Ezt a folyamatot egy számítógépes tervező CAD, vagy egy 3D modellező programmal lehetséges felépíteni. Meglévő testekről, pl. egy gipsz lenyomatról, vagy élő száj leképezéséről 3D szkenner segítségével készíthető a digitális modell. A legtöbbet alkalmazott fájlformátum az úgynevezett STL fájl (Standard TessellationLanguage / STereoLithography), mely a térbeli test felületét apró közelítő háromszögekre bontva tárolja, ezt hívjuk háromszögelésnek is. A közelítés annál pontosabb minél kisebb a háromszöges közelítés. A legfontosabb eltérések azonban abban rejlenek, hogy a rétegek hogyan épülnek egymásra a modellek készítésekor.
Ahhoz, hogy a digitális modellt kitudja nyomtatni a nyomtató, egy úgynevezett szeletelő programmal állítja elő a nyomtatási fájlt. A beolvasott 3D-s modellt rétegekre szeleteli, és legenerálja a hozzájuk tartozó szerszámpályát, vagy nyomtatópályát. Ezt a G-code technológiát alkalmazzák a CNC gépeknél is. Sok nyomtató azonban saját szeletelő programot használ, amit mindig a gép mellé mellékelnek, ezek nem kompatibilisek más gyártók gépeivel, csak is kizárólag a sajátjukkal.
A szeletelő programban történik a legtöbb beállítás, Itt lehet kiválasztani, hogy milyen technológiát használva akarjuk kinyomtatni a modellt. Akarunk-e alapot, illetve alátámasztásokat adni a modellhez. A nyomtatási alap hőmérséklete, a nyomtatás hőmérséklete és sebessége. A modell hűtése, várakozási idő két réteg nyomtatása között, ezek mind fontos beállítások, melyek közül ha egyet is elrontunk, már negatív nyomtatási eredményt kapunk. Ezeket a beállításokat általában mindig mellékelik a nyomtatási anyagokhoz.
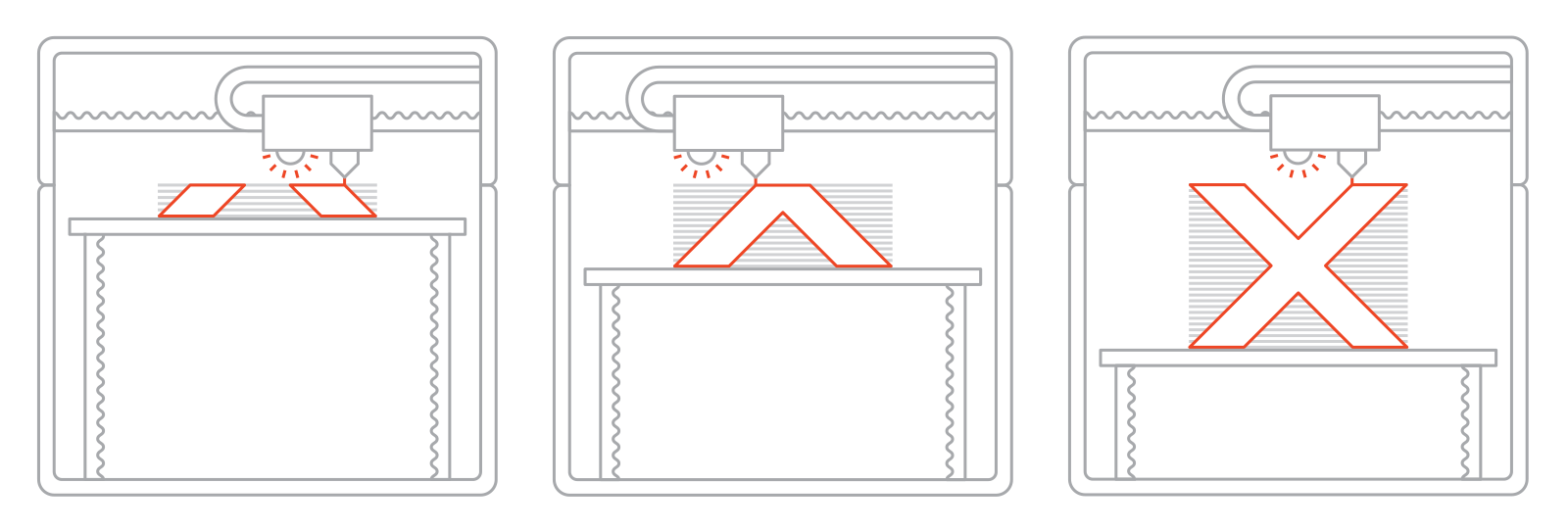
 A 3D Nyomtató beolvassa a nyomtatni kívánt modell adatait vezeték nélküli kapcsolaton keresztül, vagy hordozható eszköz felcsatolásával. Ez után, az eszköz egymásra illeszkedő rétegeket képez folyadékból, porból vagy sík lemezekből, magyarul fokozatosan felépíti a modellt a metszetekből.
A 3D Nyomtató beolvassa a nyomtatni kívánt modell adatait vezeték nélküli kapcsolaton keresztül, vagy hordozható eszköz felcsatolásával. Ez után, az eszköz egymásra illeszkedő rétegeket képez folyadékból, porból vagy sík lemezekből, magyarul fokozatosan felépíti a modellt a metszetekből.
A rétegeket, melyek alakra és vastagságra megegyeznek a virtuális modell metszeteivel, egymáshoz köti vagy automatikusan egymáshoz tapadnak. A módszer legnagyobb előnye, hogy nagyrészt minden formát vagy geometriai testet képes megalkotni. A rétegek vastagsága valamint a réteg síkjában mért érték adja meg a nyomtató felbontását dpi-ben vagy mikrométerben (μm).
Az átlagos rétegvastagság kb. 100 μm (0,1 mm), de vannak olyan nyomtatók, melyek 16 μm vastag rétegeket képesek alkotni. A réteg síkjában a felbontás a lézernyomtatókéhoz hasonló. A részecskék (3D "pontok") átmérője mintegy 50-100 μm (0,05-0,1 mm). A fogászatban használatos 3D nyomtatók napjainkban egyre nagyobb felbontásban képesek nyomtatni, aminek köszönhetően egyre részletgazdagabb mintákat kapunk, és egyre nagyobb területen tudjuk alkalmazni.
Készremunkálás
A nyomtató felbontása több alkalmazás esetén elegendő pontosságú felületet hoz létre, viszont vannak nyomtatók, és esetek amikor ennél pontosabb alakra van szükség, abban az esetben a modellt úgynevezett ráhagyással kell kinyomtatni, majd a felesleges anyagot hagyományos szubtraktív technológiával kell eltávolítani. Az SLA és DLP technológiánál ez szinte egyáltalán nem szükséges. Azonban az úgynevezett supportot, mindenképp el kell távolítani.
3D nyomtatók fajtái
FDM (Fuseddepositionmodeling - Olvasztott elmozdításos modellezés)
A legelterjedtebb módszer a világon, teljesen felhasználóbarát az egyszerűsége miatt. Az eljárásnak köszönhetően a kész mintadarab szinte nem, vagy alig igényel utómunkálatokat. Ez a módszer megegyezik a papírra való nyomtatás technikájához, annyi különbséggel, hogy itt térben történnek a dolgok.
A nyomtatni kívánt tárgy 3 dimenziós modelljét rétegekre szeleteli, majd a nyomtató megolvasztott anyaggal visz fel rétegeket egymásra ott, ahol szükséges.
Nyomtatás alapanyagai lehetnek ABS, ASA és PLA.
FFF (FusedFilamentFabrication - Olvasztott műanyagszálas gyártás)
Az előző eljárás egy olyan különleges vállfaja, melyet leginkább a hobbisták használnak a legtöbben , az úgynevezett szál-alapú nyomtatási módszer. Ebben az esetben a manapság nagyon elterjedt 1,75 mm-es átmérőjű nyomtatandó műanyag egy dobra van felcsévélve, amit a nyomtató egy extruder segítségével továbbít a fűtött fúvókába és onnan a nyomtatófelületre.
A fonál anyagminősége lehet PLA vagy ABS.
SLA (Stereolithography - Sztereolitográfia)
Ez módszer épp a fordítottja az FDM nyomtatásnak. A módszer lényege, hogy van egy UV fényre térhálósodó alapanyaggal töltött medence, aminek az alján van egy tálca, amire nyomtatunk. A tálca sík szintjétől felfelé haladva a gép célzottan megvilágítja a folyadékot, ami ezáltal megköt és nagyon vékony rétegenként építi fel a kívánt formát.
Miután elkészül a nyomat, az asztal kiemelkedik a folyadékból, rajta a kész tárggyal. A megvilágítás a legtöbb esetben lézerrel történik amivel nagyon vékony rétegeket tudunk létrehozni, ez a módszer az egyik legjobb felbontású precíziós nyomtatás, rétegvastagság elérheti az akár 10-20 mikrométert is. Legnagyobb hátránya, hogy az elkészült modell nem ellenálló, mindennapos használatra. Fogászati iparágban is használt módszer.
Alapanyaga fényre keményedő (fotopolimer) műgyanta, mely jóval drágább mint az előzőekben tárgyalt szálas nyomtatóanyagok.
DLP (Digital LightProcessing - Digitális fényeljárásos nyomtatás)
A DLP technológia hasonló az SLA nyomtatáshoz, annyi különbséggel, hogy itt a rétegzést egész rétegenként hozzák létre egy DLP projektorral megvilágítva az átlátszó medencében lévő folyékony alapanyagot. Az asztal általában fejjel lefelé kerül belelógatásra a folyadékba, ez azért lett így kialakítva, mert a projektor fókusza adott helyen van, ami miatt sokkal egyszerűbb és célszerűbb az asztalt felemelni rétegenként. Érdekesség még, hogy a nyomtatás során a kinyúló modell részeket és üregeket az úgynevezett támaszokkal (support) együtt nyomtatják ki, amit később kézzel eltávolítanak. A rétegek vastagsága itt akár 0.02 mm is lehet. Ez a módszer a fogászatban a legelterjedtebb, és persze a legpontosabb.
Alapanyaga szintén fotopolimer műgyanta.

3D nyomtatás a fogászatban
A fogászati 3D nyomtatás piaca várhatóan 2025 végére eléri a 930 millió dollárt, és alkalmazása különböző eljárásokban messzemenő, a fogsorok fejlesztésétől az Invisalign rögzítőtartókig.
A 3D nyomtatás sok mindent megváltoztat a fogászatban, hiszen rengeteg pénzt és időt fog megspórolni a szakembereknek a jövőben. Gondoljunk bele, hogy az orvos leveszi(leképezi) a lenyomatot egy intraorális szkennerrel, majd egyszerűen e-mailben továbbítja a labor részére az STL, vagy OBJ fájlt, ahol már nem kell vesződni a gipszminta elkészítésével, hanem egyszerűen kinyomtatja percek alatt a nyomtatóval. Mennyi időt és energiát fog majd megtakarítani nekünk mindez a jövőben!
A 3D nyomtatás során készíthetőek hídművek, fúrósablonok, teljes állkapcsok, teljes műfogsorok, harapásemelők, fém öntéséhez műanyag sablon, koronák vagy vákuumformázott, áttetsző fogszabályzó, ideiglenes koronák, és különböző sínek, és modellek mindez biokompatibilis, hőálló vagy kiégethető műgyanta alapanyagok segítségével. A technológia a műtéti alkalmazása során hatalmas lehetőségeket kínál fel mivel a CT felvételek alapján elkészült sablon előre megtervezhető pl. az ingyenes Implastation szoftveres alkalmazásával. Ezáltal a műtét előre begyakorolható, így csökkentve az operáció idejét, és esetleges fellépő problémák kiküszöbölését. A sablonnak köszönhetően a sebész hihetetlenül pontosan képes dolgozni, ami szebb végeredményhez, és gyorsabb gyógyulási időhöz vezetnek.
A 3D-s fogászati nyomtatóknak nagyon pontosaknak kell lenniük, így a leggyakrabban használt technológiák a sztereolitográfia (SLA) és a digitális fényfeldolgozás (DLP). Az alkalmazástól függően különböző gyantákat használnak, és sok speciális gyantát hoztak létre kizárólag fogászati 3D nyomtatókhoz.

A 3D nyomtatás jövőjének két fontos pillére a gyártás sebessége és új anyagok fejlesztése lesz. A legújabb biokompatibilis anyagok utánozni fogják a kerámia esztétikai minőségét, és keménységét, valamint egyre szélesebb felhasználási területet tesz majd lehetővé. A fejlesztők és a mérnökök pedig azon dolgoznak jelenleg, hogy annyira felgyorsuljon az eljárás, hogy a páciens a székben várva megkaphassa a kész terméket. A nyomtatók ára kezd egyre gazdaságosabb lenni, mindamellett, hogy a pontossága és sebessége is folyamatosan növekszik.
Írta: Szőnyi Balázs




